Radyografik muayene, X veya Gama ışınlarının kullanılarak incelenecek malzemelerin hacimsel görüntüsünün elde edilmesidir. X ve Gama ışınımları yüksek enerjili elektromanyetik dalgalardır. Bu dalgaların doğrusal ilerleme, nüfuz edebilme, zayıflama ve iyonlaştırma özelliklerinden yararlanılarak radyografik muayenelerde kullanılması sağlanmaktadır.
Elektromanyetik dalgaların
- Doğrusal ilerleme
- Nüfuz edebilme
- Zayıflama
- İyonlaştırma özellikleri mevcuttur.
X ışını yönteminde kullanılan radyoaktif ışınlar, elektronik bir cihaz tarafından üretilir.
Gama ışını yönteminde kullanılan ışınlar ise radyoaktif doğal elementler tarafından üretilir.

Bu ışınlar, malzemeden geçerken malzemenin kalınlığına ve yoğunluğuna bağlı olarak kısmen zayıflar. Malzeme tarafından absorbe edilmeden, zayıflamadan kalan enerji film üzerine etkir.
Film üzerinde görülen koyu renkli bölgeler o bölgeye daha fazla enerji gittiğini gösterir.
Malzeme içindeki gözenek, çatlak, boşluk gibi kusurlar o noktada malzeme kalınlığının azalmasına neden olduklarından film üzerinde koyu şekiller halinde görülür.
Malzeme içindeki gözenek, çatlak, boşluk gibi kusurlar o noktada malzeme kalınlığının azalmasına neden olduklarından film üzerinde koyu şekiller olarak görülür.
Buna karşın malzeme içinde tungsten gibi ağır metal kalıntısının bulunması durumunda ise bu kısım film üzerinde beyaz olarak görülür.
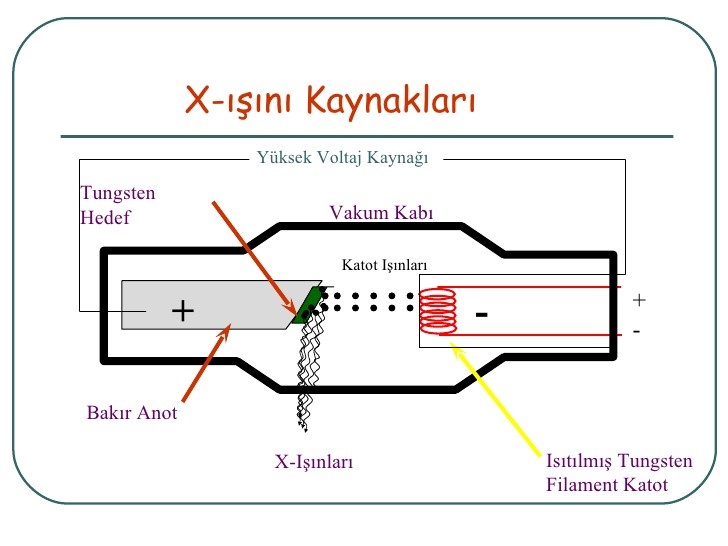
X ışınlarının üretimi doğanın genel yasasına dayanır ve X ışını tüpleriyle elde edilir.
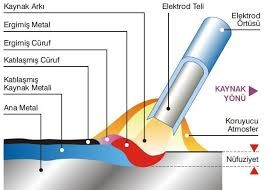
Hareket eden elektrik yüklü parçacıklar, örn. Elektrotlar, yollarında bulunan bir engele çarptıklarında kinetik enerjilerini yitirirler ve bu enerjinin küçük bir kısmı X ışınlarına dönüşür ve oluşum alanından ışıyarak uzaklaşır. Elektronların çarpma anında ivme kaybatmeleriyle, kinetik enerjinin diğer kısmı ısı enerjisine dönüşür.
Doğal radyoaktif bir maddede, atomik kararsızlığa neden olan fazla enerji ışınım enerjisi olarak açığa çıkar. Bozunum türüne göre alfa, beta ya da gama ışınları veya bunların karışımları gözlenir. Radyografik muayene için genellikle gama ışınları kullanılır.
Gama ışını Uranyum ve Toryum gibi doğal olarak izotop halinde bulunan maddelerden de yayınır. Nötronlarla bombardıman edilen atom çekirdeğinde yapay olarak oluşturulmuş aşırı enerji, doğal haliyle ışınım yaymayan bir maddeyi ışınım yayar hale getirebilir.
Bu işlem bir nükleer reaktörde olduğu gibi, kararlı haldeki bir atom çekirdeğinin nötron bombardımanına tutularak kararsız hale getirilmesiyle yapılabilir. İşlem sonunda atomun çekirdeğindeki nötron ve protonların toplamı olan, atom kütle numarası değişir. Bu tip aşırı yüklü ve kararsız çekirdekler radyoizotop olarak adlandırılır. Ir192, Co60, Tm170, Yb169, Se75 piyasada en çok kullanılan izotoplardır.
EN ISO 17636-1 kaynaklı birleştirmelerin radyografik muayenesi standartıdır. Standartta malzeme kalınlıklarına göre radyasyon kaynağı seçimleri açıklanmıştır.
Radyografiye etki eden film faktörleri filmin hızı ve emülsiyonunda bulunan gümüş bromür kristallerinin boyutlarıdır. Kristal boyutları filmin kontrast ve tanımına etki eder. Bilinen radyasyon poz süresinde filmin hızının bilinmesi ile film yoğunluğu tayin edilir. Hızlı film daha az poz süresi ister. Fakat uygulamalarda hızlı filmler tercih edilmez. Çünkü bu tür filmlerde tanımlama tam sağlanamaz. Yavaş ve orta hızlı filmler tercih edilir.
Film tabanı olarak saydam asetat veya polyester kullanılır. Filmlerin iki tarafı da elektromanyetik radyasyona ve ışığa duyarlı emülsiyonla kaplanmıştır. Filmin iki tarafında da emülsiyon tabakası ile kaplı olması poz süresini kısaltır ve daha ekonomik sürede film çekmemize olanak sağlar. Bu duyarlı emülsiyon tabakası genellikle gümüş halojenür kristalleri içeren sodyum biromidten meydana gelir. Filmin en dış tabakası ise emülsiyon tabakasının çizilme ve hasarlara karşı koruyan jelatin tabakasıdır.
Film üzerindeki gizli görüntü gümüş bromür kristallerinin elektromanyetik radyasyon tarafından iyonize edilmesi sonucu oluşur. Ancak bu görüntü geliştirilmeden görünür hale gelmez. Film banyosu esnasında gelişen gümüş bromür tanecikleri siyah metalik gümüş taneciklerine indirgenerek gizli görüntü görünür hale gelir.
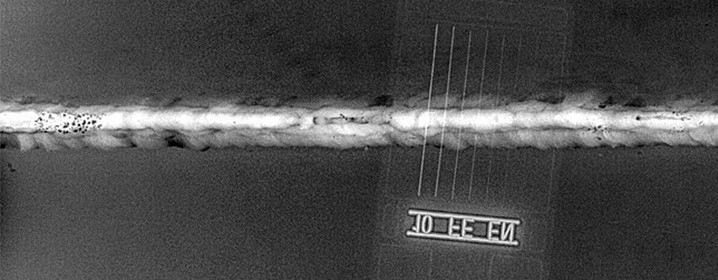
Radyografik muayene çıktısı olan filmlerden muayenenin uygunluğunu anlamak mümkündür. Bunun için mümkün olan durumlarda ışınım kaynağı tarafına kaynak dikişi üzerinde, mümkün olamayan durumlarda da film tarafına görüntü kalite belirteçleri konur. Belirteçler filmde görüntülenir. Delikli tip ve basamaklı görüntü kalite belirteçleri de mevcutsa en çok kullanılan tip, telli tipi kalite belirteçleridir.
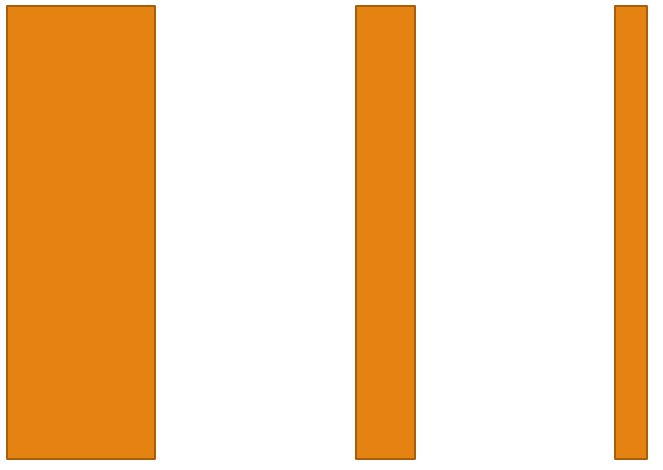
Ayrıca tel malzemesi, muayene parçasının malzemesiyle aynı olmak zorundadır. Çünkü filmdeki yoğunluk farkı kalınlık farkından kaynaklanacaktır. Bir filmde görülebilen tel numarası muayene parçası kalınlığına göre EN ISO 17636-1 standartında belirlenir. Filmde beklenen veya beklenenden daha ince bir tel görülüyorsa film yeterli kaliteyi sağlamış olur.
Radyografik çekim kalitesinin yeterliliğinin kontrol edilmesi için optik yoğunluk olarak adlandırılan, kontrast ölçümü de yapılır.
Gelişen tekniklerle en büyük sıkıntılardan biri olan film geliştirme banyosu süreçleri de iyileşmiştir. Otomatik film banyolar, tam zamanlı radyografi sistemleri, dijital radyografi gibi teknolojik sistemler radyografide büyük kolaylıklar sağlamışlardır.
Radyografinin yaydığı radyasyonun canlılarda yaratabileceği sağlık sorunları nedeniyle radyografik muayenenin en büyük sıkıntısı olan iş güvenliği hala bu muayenenin kullanımını kısıtlamaktadır. Gerekli iş güvenliğinin sağlandığı uygulamalarda tehlikesi düşük olan bu yöntem genelde canlılardan uzak bölgelerde, kurşun plakalar ile kapatılmış bölmelerde veya mesai saatleri dışında insansızlaştırılan bölgelerde uygulanmaktadır.
Dr. Müh. Hamdi EKİCİ
h.ekici@ekcmetallurgy.org