GÖRSEL MUAYENE
Gözle muayene, parça yüzeyinin ayrıntılı incelenmesidir. Tahribatsız muayenede en önemli yöntemlerden biridir. Kesinlikle diğer muayene türleri uygulanmadan önce gözle muayene yapılmalıdır. Bu metot mümkün olan her durumda uygulanmalıdır. Kaynak işleminde bu yöntemin uygulanışı esas olarak kaynak gözetmeninin ve kaynağı yapanın işi olup kaynak kalitesi hakkında ilk izlenimi verir.
Bu yöntemde her ne kadar hacimsel hatalar gözlemlenemese de muayene sonucuna göre parça reddedilebilir.

Kaynak yüzeyinin iyi olması da her zaman kaynak kalitesinin yüksek olduğu anlamına gelmez. Görsel muayene ile erken hata tespiti, proses için hızlı geri bildirim sağlar. Bu sayede işlem öncesi gerekli tamir yapılarak tüm işlem süreçlerinin teslim aşamasında fark edilecek yüzeysel hataların tekrarının önüne geçilmiş olur.
Çelik malzemelerin kaynak işlemi için kabul kriterlerinin belirlenmesinde genellikle EN 5817 standardı kullanılır. Görsel muayene ve raporlama, kaynak yapılan işletmelerde istihdam edilmiş sertifikalı gözle muayene uzmanlarınca yapılmalıdır.

Gözle muayenede en önemli husus ışık miktarıdır. Bir iş yerindeki ışık şartları yeterli olmazsa ek aydınlatma ekipmanları ile ilave aydınlatma gerekir. EN 17637 standardı, muayene edilecek yüzeyde en az 350 lüks aydınlatma şiddeti olması gerektiğini söyler.
Aydınlatma şiddetinin 500 ile 1000 lüks arasında olması tavsiye edilmektedir. Işık şiddeti ölçümü lüksmetre ile yapılır.

Gözle muayenede, yüzey mutlaka kuru; yağsız, metalik parlaklıkta ve mükemmel bir şekilde ulaşılabilir olmalı ve muayene yüzeyine en az 30 derece bakma açısı ile bakılmalıdır. Kayıt için fotoğraflama, video kaydı veya replika alma tekniği kullanılabilir.

Ulaşılamayan bölgeler için ayna veya endoskop, boroskop, videoskop kullanılabilir.

Görsel Muayenede Tespit Edilebilecek Hata Türleri
Görsel muayene ile tespit edilebilen hatalar, korozyon, yüzeysel hatalar, konumlama hataları, malzeme yüzey hataları, kaynak boyut hataları, yanlış kaynak parametrelerinden kaynaklı yüzey hataları veya kaynakçı teknik yetersizliğinden kaynaklanan kaynak hataları olarak sınıflandırılabilir.
Korozyon

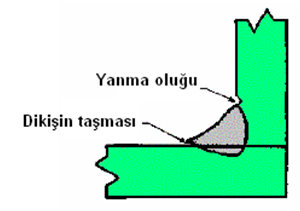
Yanma Oluğu
Gözenek
Sıçrantı

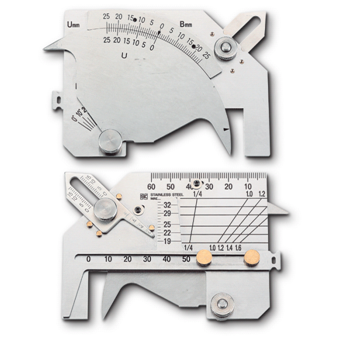
Ölçüm Cihazları
Hata tespit işlemi, kusurun cinsine ve büyüklüğüne göre büyüteç ve aydınlatma ekipmanlarının yanı sıra, çeşitli kaynak kumpasları ve ölçüm cihazları yardımıyla da yapılabilir.
Dr. Müh Hamdi EKİCİ
h.ekici@ekcmetallurgy.org